

2022-09-27 10:18:03
假捻变形机目前的产量已从5kg/h提高到120kg/h,产品的基本框架没有发生很大变化,基本框架仍由滚筒、道夫、收棉辊等组成,喂料辊、喂料板、活动盖板等元件的基本功能没有发生变化。纺织机械 假捻变形机由变形纤维组成的纱线具有膨松性和弹性,称为变形纱,其中一类称为弹性丝,其特征是纱线伸长后能快速弹回。花式捻线机纺制花式线的捻线机。 传统的花式捻线机属于“环锭捻线机”,特点是喂人部分机构的喂纱运动规律随花式线要求而异。 然而,假捻变形机的具体结构发生了很大的变化:从传统的送棉到近年来流行的在线送棉,从单辊到多辊,从滚筒周围没有固定盖,到增加前后紧固
假捻变形机的产量由原来的每小时5公斤增加到目前的每小时120公斤,产品的基本结构没有明显变化,仍然由西林、道夫、刺辊等组成,给纸辊、给纸板、盖板等部件的基本功能没有变化。然而,假捻变形机的具体结构已经发生了重大变化,从传统的喂棉方式到近年来的流行,从单假捻变形机到多假捻变形机,从西林各地的无固定盖棉机到增加固定盖棉机和卷棉机,从1000毫米到1200毫米和1500毫米的宽度,假捻变形机的结构已经极大地改变了产量和使用效果。总结了不同类型假捻变形机后送纬部分的结构、优缺点,为棉纺企业假捻变形机后工序的调整提供了一些思路。
20世纪80-90年代国内外假捻变形机的后部结构及技术特点
1.1 A186系列、FA201的后部空间结构和工艺技术特点
进料辊直径:70mm,压制方式,辊两端压制,压制量3.8-5.4kg/cm。 结构特点:滚筒呈槽形,易加工。缺点:加工长纤维时容易缠绕滚筒,且变形会发生变化。 送料板在滚筒下方,是传统的反向送料方式。 喂棉板为换棉机,根据不同纤维长度可采用不同的喂棉板,见图1。
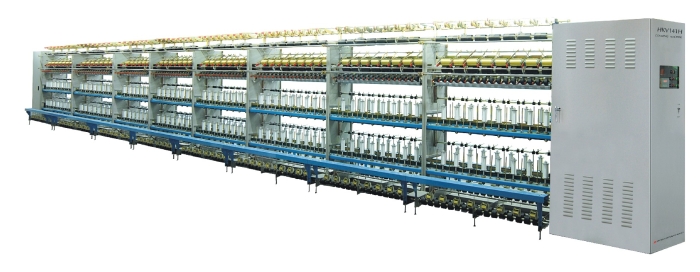
图1a186系列,FA201假捻变形机后部结构
罗拉的主要作用是梳理棉层,去除一些杂质和短纤维。A186系列假捻变形机利用气流、网板和刺辊离心力来清除杂质和开松纤维。除刺辊速度外,除尘刀的安装角度(即除尘刀背面与机架水平面的夹角)和落杂区的长度对皮棉和杂质的去除影响最大。生产杂质较多、杂质较大的原料时,可采用\\ \"低刀大角度\\ \"的工艺思路。让第一个区域跌的更多,第二个区域恢复的更多。这种后结构在实际生产中常见的问题有:底漏弧长小,结构形式会影响刺辊区的除杂;当小漏底弧度变形或隔距调整不当时,会造成小漏底和糊料,造成棉网清晰度不够,从而影响生条质量。
1.2 FA201B/FA231A假捻变形机的后部空间结构和工艺技术特点
通过在FA201B/FA231A假捻变形机的辊隙区底部添加预梳理板(参见图2)对纤维进行预梳理。 同时,落棉的调控也变得相对可控。
 联系我们:
联系我们:  邮箱:
邮箱:  浙江省绍兴市柯桥鉴湖路1809号
浙江省绍兴市柯桥鉴湖路1809号 